






版权所有 华盈变压器制造有限公司-专业的遵义变压器生产厂家 @ copyright 2016
电话:0635-8888299 传真:0635-8888109 手机:13287501888 联系人:陈经理
邮 箱:1262980066@qq.com 地址:山东聊城经济开发区华山路南首30号 技术支持:互联纵横
备案号:鲁ICP备16029283号-2
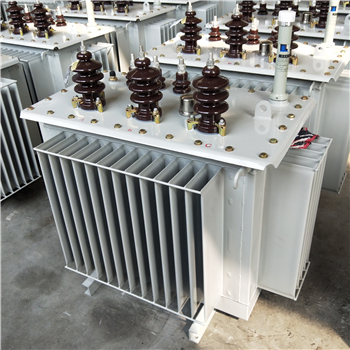
遵义箱式变压器的装配十分精细、复杂且极为重要,装配的好坏,直接影响机工作运行是否正常、可靠。为此,装配时必须认真按照配装工艺的各项技术要求进行。
机装配主要技术要求:保持相对运动机件之间的正确配合和合适的间隙;保证固定机件连接的可靠性;保证定时准确,定量机构准确;保证运动机件的动力平衡;保证装配过程中充分清洁。
一般装配程序
1.装配准备
机在装配以前,应将进、排气管垫、缸盖出水管垫、水泵与缸盖出水管接口垫片、石棉纸、电工刀、小木锤、公斤力扳手、套筒、开口扳手、梅花扳手、各种零部件等,即凡是与装配有关的零件全部备齐,防止在装配时缺东少西,力争达到完美。对于应该进行的清洗、除尘、除锈要全部清洗干净。
2.部件装配
部件装配就是将零件按照一定的装配要求,组装成总成部件或组件。
3.总装
总装就是将各分部件或零件,按照一定的要求和顺序,由里向外进行装配。在装配的过程中,要注意进行各机件的相对位置和配合间隙及油、水的密封性试验。例如缸套、水泵等与水、油有关的密封试验。
4.芯后的检查与调整
总装后,要对气门间隙、配气定时、供油定时进行检查与调整。完成上述工作运行后再进行试机。
二、部件装配及要求
部件装配是一个复杂、精细的工作运行,决不能漏装,各项装配要力矩适当。下面以135型机为例,介绍装配过程及有关要求。
汽缸盖组件的装配
(1)首先将要装配的零件,用洗油或清洗干净并烘干。
(2)将汽缸盖侧立,在气门杆上擦少量机油后并装入各自的气门导管内,决不能将缸序搞颠倒,是哪个缸的,就装入哪个缸,应该在拆的时候,就标明是第几缸。
(3)将汽缸盖平放在木板或专有工作运行台上,把气门锁簧安装好,再把气门弹簧依次放好,再把弹簧上座依次放好,用专用工具按压弹簧上座,装上气门锁夹后,再拆专用工具。
(4)气门装好后,还要仔细检查一下,锁夹是否装好。
(5)装好气门后,再装配喷油器。首先在喷油器垫片上涂少量机油或黄油,把垫片放置在偶件上,慢慢放入喷油器孔内,注意在紧固时要交错且均衡地保证力矩的统一,装配螺母不要过紧,一般在1.5kgf·m左右。
(6)喷油器装好后,用塞尺量一下油嘴喷孔中心至汽缸盖底平面的距离,普通机为1.5~2.0mm,增压机为2.5~3mm。
2.活塞连杆组件的装配
(1)将活塞连杆组件全部清洗并吹干。
(2)将清洁好的活塞放在机油中加热至100℃左右后,取出活塞,及时地把活塞销装入活塞销孔和连杆小头孔中。在装配的过程中,注意活塞顶部气门凹坑与连杆大头切口的相对位置,如果忘记大头与凹坑的相对位置,可查看其他机或查找有关资料,在12缸v型机的活塞与连杆的装配方向与直列式机相反。
(3)活塞与连杆装配后不要忘记装配锁簧。
(4)活塞冷却后,再用专用工具把活塞环依次装好。实际操作时,也可在取下活塞组时,把各道环的位置记录好,再安装新环时仿照旧环的装配次序进行装配。
(5)将连杆轴瓦装入连杆大头孔内,注意新的轴瓦可以互换,但使用过的轴瓦不允许互换。
